Make it right. Measure it with LaserLinc.
Dimensions of common shapes
Streamline your process by monitoring diameter and ovality during manufacturing. Our laser micrometers, and all of our devices, utilize non-contact technology and deliver precision measurements in real-time.
Seamlessly integrate any of our measurement devices with a wide range of thoughtfully designed accessories like stands, guides, calibration kits, and all-in-one inspection stations.
Optimize production effiiency by reducing variation and material usage, decreasing scrap, and automating line control.


Wall thickness & tube profile
Start up quickly with our UltraGauge™ ultrasonic technology, especially when paired with the new AutoPilot™ positioning system. Immediate wall thickness and concentricity help you reduce scrap and meet exacting extrusion requirements.
The right ultrasonic transducers from LaserLinc deliver optimal wall measurement, from 25.4 μm [0.001 in] thick and up; from 76 μm [0.003 in] for metals! If you want outside and inside diameter (OD & ID), add a laser micrometer; for ovality and the complete tube profile, make it a Triton™ micrometer.

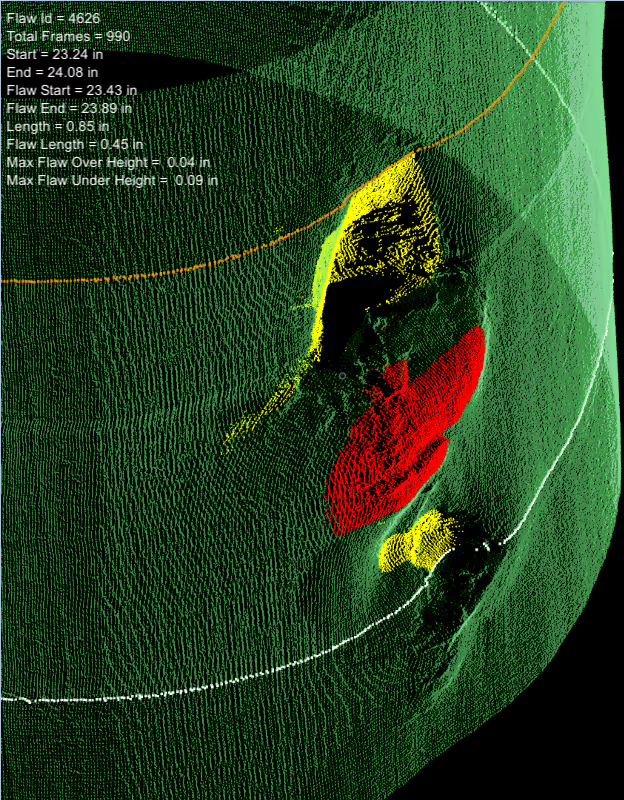
Surface quality defects.
Find pits, bumps, cracks, scratches, blisters, wrinkles, and other irregularities. True 100% surface mapping and proprietary algorithms detect defects that vision and other technologies cannot, with unmatched speed.
Achieve true ovality, diameter, circularity, and other measurements, impossible with laser micrometers or vision systems. FlawSense™ technology has no blind spots and is immune to shape error.
Do all of that, regardless of product orientation. When you have zero tolerance for bad product, it is simply the best technology available.

Integrity of finished product.
Our fit-for-purpose all-in-one systems make it easy for operators to confirm that you made what you intended.
Get trusted results, quickly. Metron™ and BenchLinc™ turn-key solutions integrate our non-contact measurement devices with part holding and our Total Vu™ user interface to make QC easy.
Verify and automatically document results to satisfy quality compliance standards.

Your production process
Bring it all together with the Total Vu HMI, our powerful visualization platform that helps you lower costs, increase revenue, reduce risk, and streamline operations.
Connect your enterprise and your line using the integrated OPC client & server. With all the built-in tools you need – reporting, SPC, FFT, feedback control, recipes, macros, configurable displays, and more – this HMI is fully adaptable to the way you work.